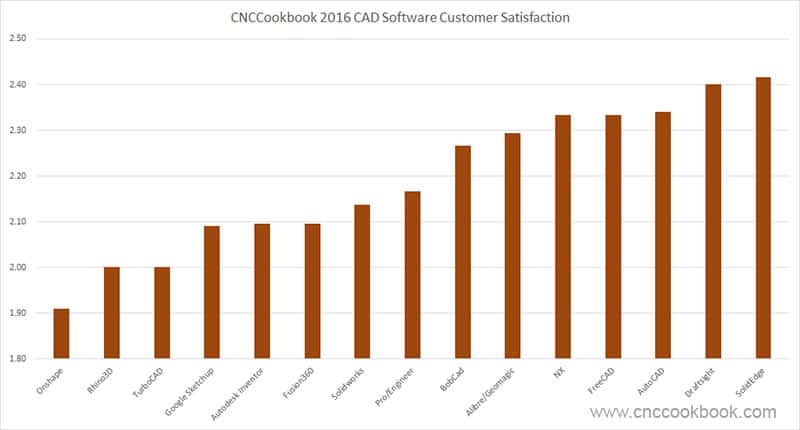
by Bob Warfield | Blog, CADCAM, Software
Part 1 of this series, which covers Market Share, may be found here. I’ve been a bit slow doing the rest of the analysis of our 2016 CAD Survey, but here is the next chapter. In this installment, we are focused on customer satisfaction. The survey asked...
Details
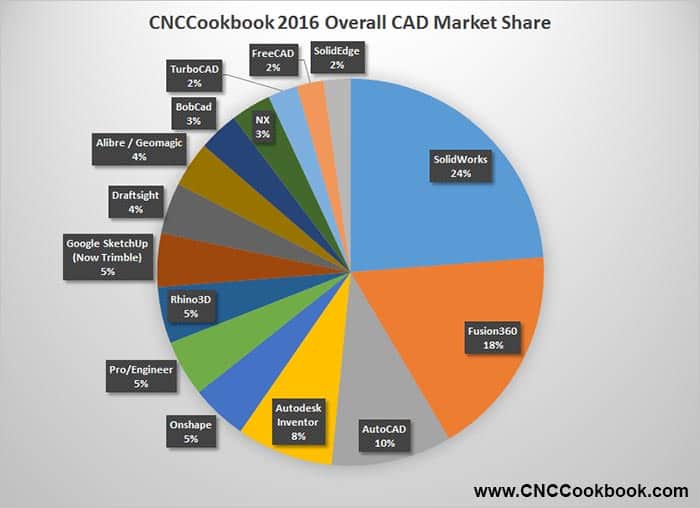
by Bob Warfield | Blog, CADCAM, Software
We’ve just hit a critical mass of hundreds of responses to our 2016 CAD Survey, so it’s time to find out how everyone voted. We’ve done CAD Surveys in 2013 and 2015, so we’ll be able to see a little market trending here too. As with our CAM...
Details

by Bob Warfield | Blog, Feeds and Speeds, GCode, Software
Time for another update. I have uploaded new versions of G-Wizard Calculator, G-Wizard Editor, and G-Wizard Estimator. You can find the download links on our Help Page. There is much new in these releases. For starters all G-Wizard products can share...
Details
by Bob Warfield | Blog, CADCAM, Software
Picking the wrong CAM package can be a nightmare… What sorts of things would you like to know before purchasing CAM Software? CAM is often expensive, you’ll invest hours learning to use it properly, and it may make the difference between...
Details
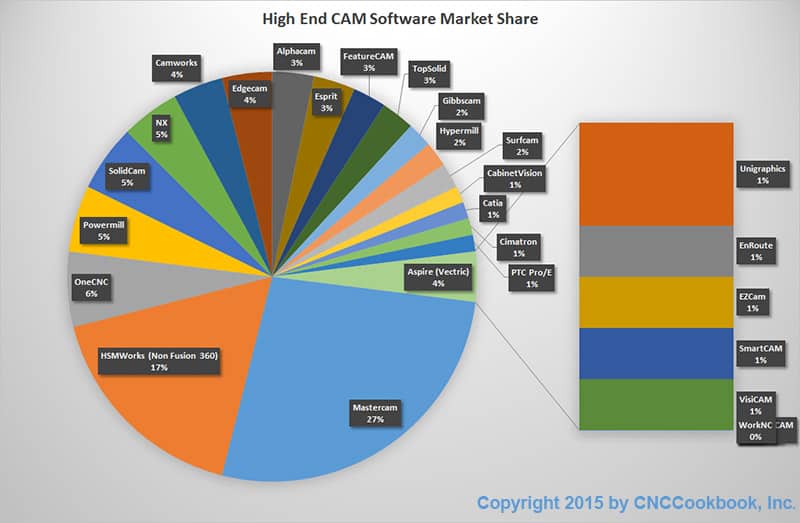
by Bob Warfield | Blog, CADCAM, Software
We are excited to announce the completion of our 4th CAM Software Market Share Survey with interesting findings. These CAM Software surveys have been conducted in 2010, 2012, 2014, and the latest in 2015. Considering the rapid changes in the market, we’ve...
Details
by Bob Warfield | Blog, Feeds and Speeds, Software
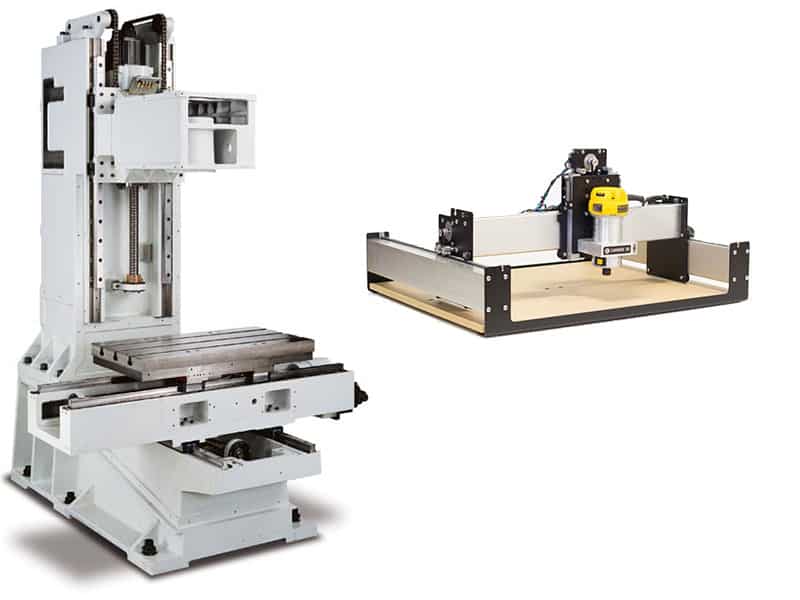
Is G-Wizard best for Big or Small CNC Machines? Does G-Wizard Calculator produce better feeds and speeds for big industrial machines or small hobby machines? The truth is that it has special features for both crowds. I was recently contacted by a G-Wizard user who...
Details
by Bob Warfield | Blog, CADCAM, Software
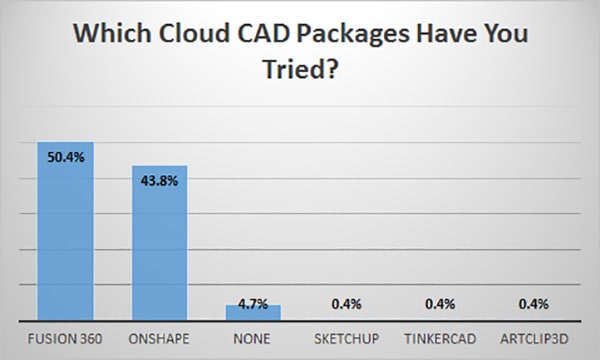
Looking for more up-to-date data? Take a look at our 2017 CAD Software Survey Results. We just finished our big survey on Cloud CAD Software, and the results are fascinating. One thing before we start. The survey was worded to encourage responses only from...
Details
by Bob Warfield | Blog, Feeds and Speeds, Software, Tools and Techniques
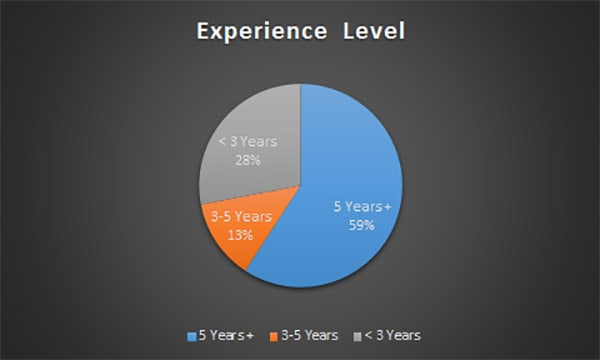
If you’ve been wondering how your peers approach Feeds and Speeds for their CNC work, wonder no longer. Our survey was very popular and we got well over 100 responses. Who Responded? First, a little background about the respondees. On the whole, they...
Details
by Bob Warfield | Blog, GCode, Software
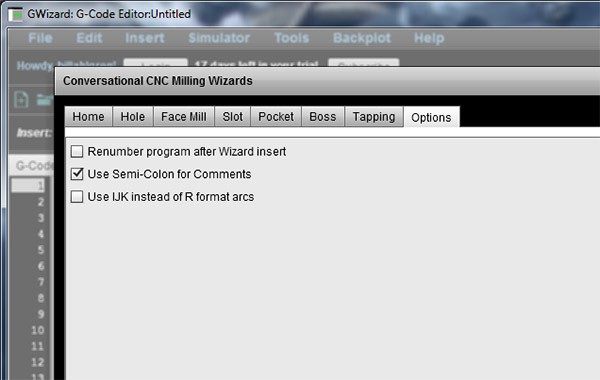
I recently uploaded G-Wizard Editor version 2.30 on the GWE Download Page. Release 2.30 is focused on improving the existing Conversational CNC Wizards. Wondering what “Conversational CNC Wizards” are? I’m so glad you asked! Conversational CNC is...
Details

by Bob Warfield | Blog, CNC Manufacturing & Job Shops, Software
We try to do as much as we can to help customers and simplify our software. CNC is already too complex, and we try to make it simpler. That’s hard to do if we can’t constantly be making our software simpler and more usable. So, there’s a set of basic...
Details
by Bob Warfield | Blog, CNC Basics, GCode, Software, Tools and Techniques
For those of you recently introduced to CNC, you may have noticed that more seasoned users often include a decimal point in their GCode, even when there are no digits following the dot. For instance, to move 5 inches (or millimeters if using metrics) to the right of...
Details
by Bob Warfield | 3D Printing, Blog, Feeds and Speeds, Software, Tools and Techniques
9 Shocking Statistics About G-Wizard We Couldn’t Make Up The original G-Wizard Calculator was designed by me to enhance machining outcomes and save myself some time. Carrying handbooks and tooling catalogs around, inputting numbers into calculators, and devoting...
Details




 2 Comments
2 Comments